包材常识 | 软管,挤出冲动的感觉
近年来,软管包装的应用领域逐步拓展。工业用品选择了软管,如润滑油、玻璃胶、填缝胶等;食品选择了软管,如芥末、辣椒酱等;药品软膏选择了软管,牙膏的软管包装也在不断升级。越来越多的不同领域的产品用上了“软管”进行包装,而在化妆品行业,软管因具有易挤易用、轻便易携、定制规格、定制印刷等特点,彩妆、日用、洗护等产品都非常喜欢用到化妆品软管包装。


软管是以PE塑料、铝箔、塑料薄膜等材质为基础,利用共挤复合等工艺制成片材,再经专门的制管机加工成管状的一种包装容器,软管具有质量轻、易于携带、结实耐用、可回收、易于挤取、加工性能及印刷适应性好等特点,受到众多化妆品生产企业的青睐。
1、成型工艺
A、铝塑复合软管

![]()
铝塑复合软管是以铝箔、塑料薄膜经过共挤复合工艺制成片材,再经专门的制管机加工成管状的一种包装容器,其典型结构为PE/PE+EAA/AL/PE+EAA/PE。铝塑复合软管主要用于包装对卫生性、阻隔性要求较高的化妆品,其阻隔层一般是铝箔,且其阻隔性取决于铝箔的针孔度。随着技术的不断提高,铝塑复合软管中铝箔阻隔层的厚度已由传统的40μm减少到12μm,甚至9μm,极大地节约了资源。
B、全塑复合软管

全部为塑料成分,分为全塑无阻隔复合软管和全塑阻隔复合软管两种。全塑无阻隔复合软管一般用于低档快速消耗化妆品的包装;全塑阻隔复合软管由于制管存在边缝,通常用于中低档化妆品包装,阻隔层可以是含EVOH、PVDC、氧化物镀层PET等的多层复合材料。全塑阻隔复合软管的典型结构为PE/PE/EVOH/PE/PE。
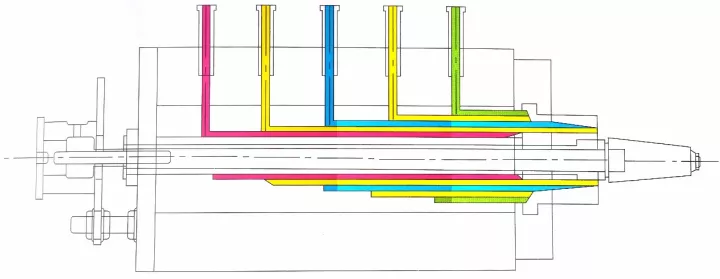
C、塑料共挤出软管
利用共挤技术将不同性能、种类的原料共挤在一起,一次成型。塑料共挤出软管分为单层挤出软管和多层共挤出软管,前者主要用于对外观要求高、实际使用性能要求不高的快速消耗化妆品(如护手霜等)的包装,后者则主要用于高档化妆品的包装。
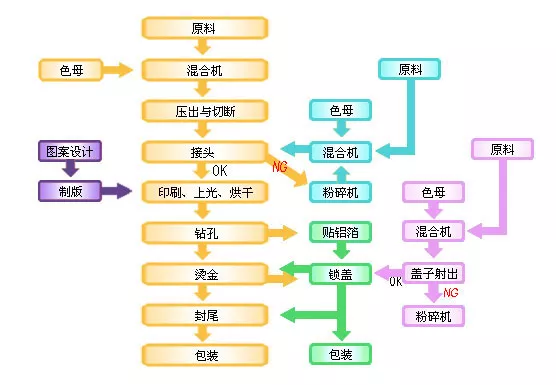
附:软管生产流程图
2、表面处理
软管可做有色管、透明管、有色或透明磨砂、珠光管(珠光,散银珠光,散金珠光),且有UV、亚光或光亮之分,亚光看似高雅但易脏,有色管与管身大面积印刷的区别,可从尾部的切口处判断,切口处为白色的为大面积印刷管,用的油墨要求高,否则易脱落且受折后会开裂和露出白痕。

3、图文印刷
软管表面常用的有丝印(用专色,色块小而少的,和塑料瓶印刷方式一样,需套色,专业线产品常用)、胶印(类似象纸品印刷一样,色块大而色多的,日化线产品常用。)之分,还有烫金和烫银。软管加工通常使用平版胶印(OFFSET),所用的油墨大部分是紫外线UV干燥的,它通常要求油墨的附着力强、耐变色。印刷颜色应在规定的深浅范围内,套印位置应准确,偏差应在0.2mm之内,字体应完整清晰。
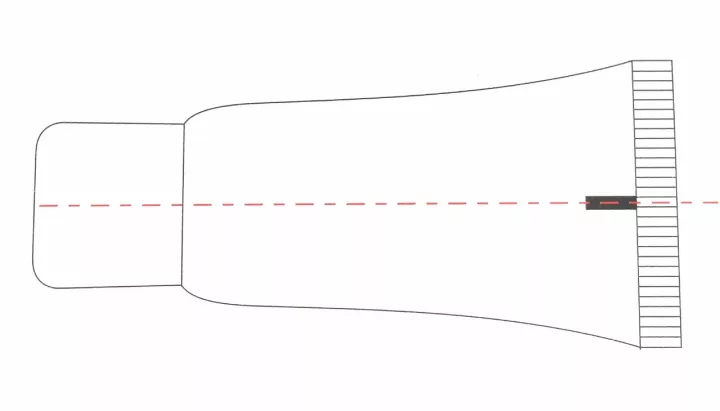
A、软管印刷区域尺寸图
B、软管印刷面积平面图
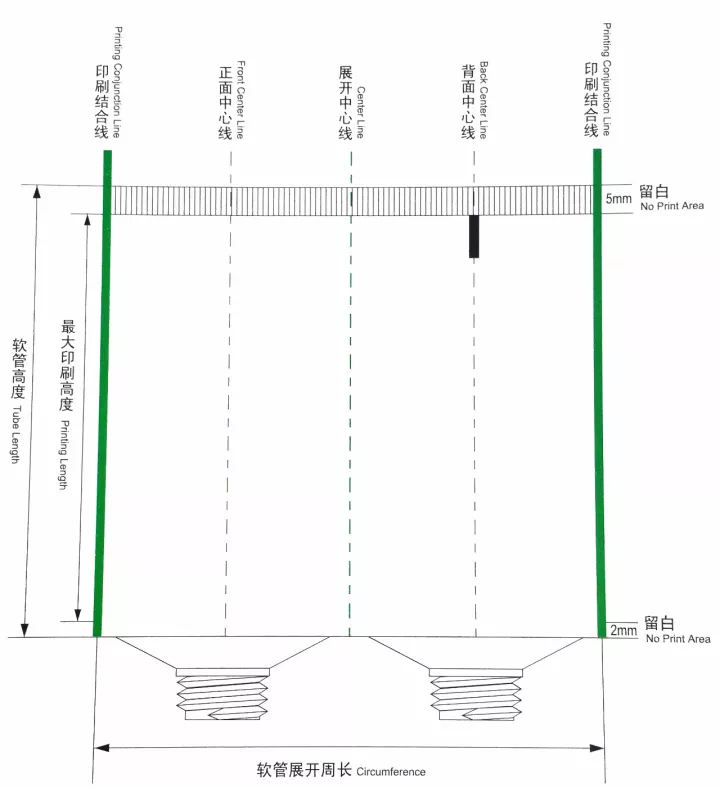

塑料软管主体部分包括管肩、管筒(管身)和管尾,而管筒部分往往通过直接印刷或者不干胶标签进行外观装饰,以承载文字或图案信息,提升产品包装的价值。软管的装饰目前主要通过直接印刷以及不干胶标签的方式来实现。其中直接印刷,包括丝网印刷和胶印的方式。与直接印刷相比,不干胶标签的上风包括:印刷多样性和稳定性:传统挤出式软管的先制管再印刷的工艺通常使用胶印和丝网印刷,而不干胶印刷可以采用凸版、柔版、胶印、丝网、烫金等多样化的组合印刷工艺,高难度色彩表现更加稳定和优异。
1、管身
A、分类:
按材质分:铝塑复合软管,全塑软管,纸塑软管、高光镀铝管等
按厚度分:单层管、双层管、五层复合管等
按管形分:圆软管、椭圆管、扁软管等
按应用分:洗面奶软管、BB箱管、手霜管、脱手膏管、防晒霜管、牙膏管、护发素管、染发膏管、涂面膜管等
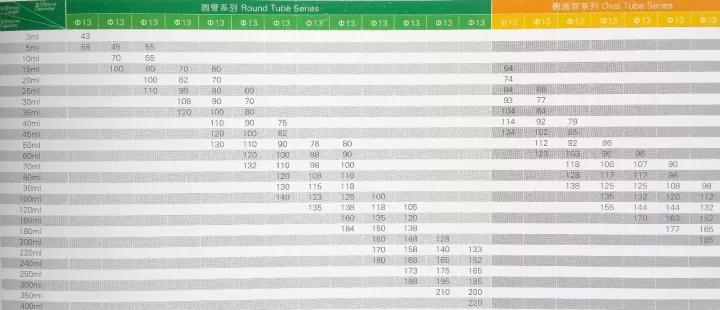
常规管径:Φ13、Φ16、Φ19、Φ22、Φ25、Φ28、Φ30、Φ33、Φ35、Φ38、Φ40、Φ45、Φ50、Φ55、Φ60
常规容量:3G、5G、8G、10G、15G、20G、25G、30G、35G、40G、45G、50G、60G、80G、100G、110G、120G、130G、150G、180G、200G、250G、250G
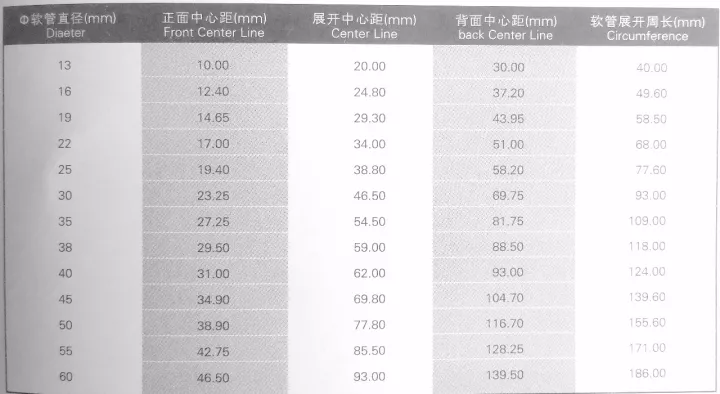
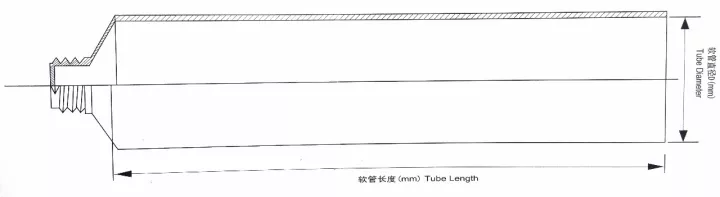
B、软管尺寸与容积参考
在软管的生产过程中,会多次接受到“加热”的过程,如抽管、接头、上光、胶印过炉及丝印干燥的UV灯照射,经过这些工序,产品的尺寸会进行一定的收缩且“缩水率”不会相同,所以管径及管长在一个范围值内,是属于正常的。
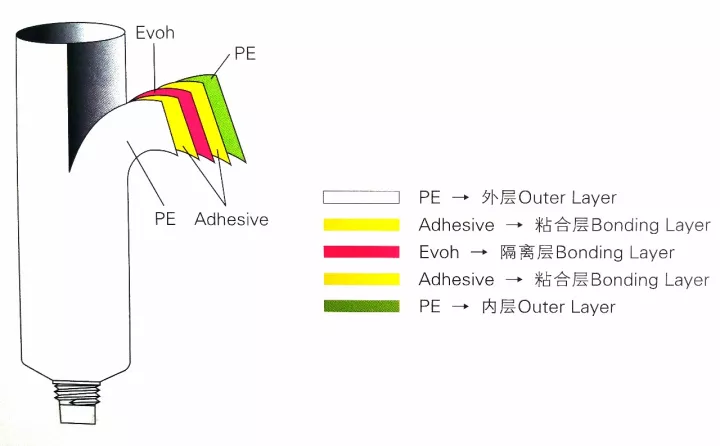
C、案例:五层塑料复合软管结构示意图
![]()
2、管尾
有的产品需灌装后才封尾,封尾大至分为:直纹封尾、斜纹封尾、伞型封尾、异型封尾,封尾时可以要求在封尾处打印出所需的日期码。

3、配套
A、常规配套
软管盖形状多样,一般分为旋盖类(单层和双层之分,双层的外盖多为电镀盖以增加产品档次,看上去比较美观,专业线多采用旋盖)、平头盖,圆头盖,喷头盖,掀盖,超扁盖,双层盖,球形盖,唇膏盖,塑盖同样可以多种工艺上的处理,烫金边,银边,有色盖、透明、喷油,电镀等,尖嘴盖及唇膏盖通常配有内塞。软管盖为注塑品,软管为拉管,大部分软管厂家自身不生产软管盖

B、多功能配套
随着用户需求的多样化,将内容物与功能结构性有效融合,如按摩头、滚珠、滚轮等也成为市场的新的需求。


软管具有质量轻、易于携带、结实耐用、可回收、易于挤取、加工性能及印刷适应性好等特点,受到众多化妆品生产企业的青睐,广泛应用于洁面产品(洗面乳等)、护肤品(各种眼霜、润肤霜、营养霜、雪花膏及防晒霜等)和美容美发用品(洗发水、护发素、唇膏等)等化妆品的包装中。

国内做软管的供应商非常多,如威顿、瑞高、瑞远、艾美、侨垒、立鑫等供应商。

1、软管设计图稿的审核

对于并不熟悉软管的人来说,自行设计图稿可谓是揪心的难题,一旦出错更是全盘皆毁。优质的供应商会为不熟悉软管者设计较为简单的图稿,在管径和管长确定好后,然后提供一个设计区域图,你只需把设计内容放在图区内,并置中,就可以了。优质的供应商还会对你的设计和生产工艺给予检查和建议。例如电眼的位置错了,他们会告知你;颜色不太合理,他们会提醒你;规格不符合设计,他们会再三提醒你更改图稿;再如条形码方向、识读性是否合格,分色和工艺能否造出软管,甚至图稿没有转曲这种小差错,优质的供应商都一一替你检查是否存在。
2、管材的选择:
所用的材料要达到相关的卫生标准,重金属、荧光剂等有害物质应控制在规定的范围内。例如,出口到美国的软管,所用的聚乙烯(PE)、聚丙烯(PP)要达到美国食品与药品管理局(FDA)标准21CFR117.1520。
3、了解灌装方式
软管有管尾充填与管口充填两种方式。如果是管口充填,采购软管时就要注意了,一定要考虑“管口大小与灌装嘴的大小”是否做到匹配,能否灵活伸入管内。如果是管尾充填,那么你需要对软管进行排箱,同时要考虑产品的头尾方向,如何才能让灌装时入管做到方便快速。其次,你要清楚灌装时的内容物是否属于“热充填”还是常温状态。还有这个产品的工艺往往与设计相关,要事先了解清楚灌装生产的本质,才能避免问题的发生,从而做到高产而且高效。
4、软管的选型
如果日化企业包装的内容物是一些对氧气特别敏感(比如一些美白类化妆品)或是香味十分容易挥发(如香精油或一些油脂、酸、盐及其它腐蚀性化学品)的产品,此时应选用五层共挤管。因为五层共挤管(聚乙烯/粘结树脂/EVOH/粘结树脂/聚乙烯)的氧气透过率是0.2-1.2 单位,而普通的聚乙烯单层管的氧气透过率是150-300 单位。在一定时间内,盛装乙醇重量损失率试验共挤管要比单层管低几十倍。另外,EVOH是一种乙烯-乙烯醇共聚物,具有优异的阻隔性、保香性(厚度在15-20微米效果最为理想)。
5、价格说明
软管质量和厂家不同有价格上存在较大的差异,制版费通常以色200元—300元的价格,管身可进行多色印刷和丝印,个别厂家有热转印设备和技术。烫金、烫银以面积单价来计算,丝印效果较好,费用贵些且厂家较少,应根据不同层次需求选择不同的厂家。
6、软管生产周期
一般为15天—20天的周期(从确认样管开始计)订量单品为5千—1万,规模大的厂家通常以1万为起订量,极少小厂家若品种多,单品来计3千起订量也可以,很少有客户自行开模具的,绝大部分是公模(少许特色的盖子是私模)合同订量与实际供货数量,此行业中有±10%的偏差。





凡注明“来源:XXX”的文章,均转载自其它媒体,转载目的在于传递更多的信息,并不代表本网赞同其观点和对其真实性负责。如因文章内容、版权等其他问题,请同本网联系。